歡迎您訪問(wèn)山西中重重工集團(tuán)有限公司網(wǎng)站
全國(guó)咨詢熱線:
13293500000


 新聞資訊
新聞資訊 新聞資訊
新聞資訊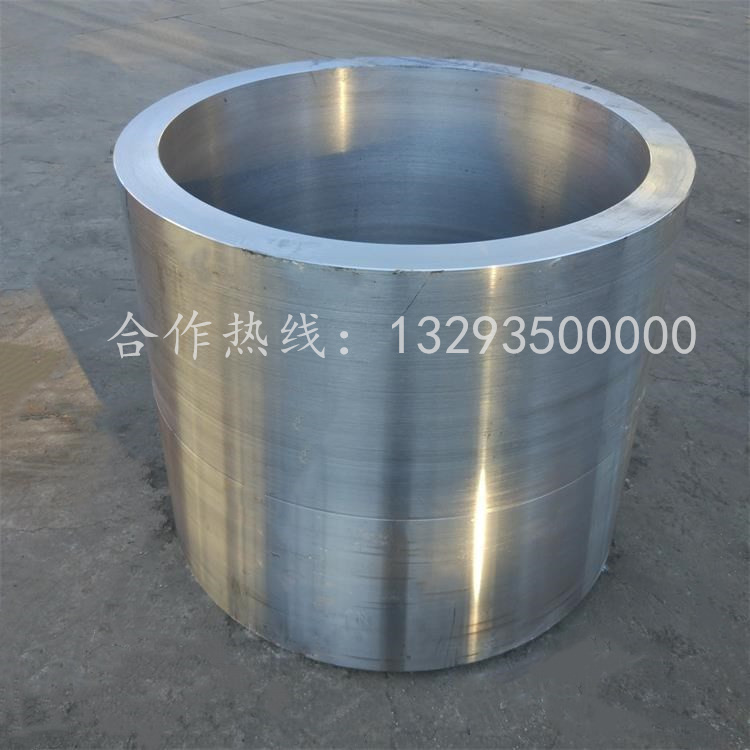
使坯料橫截面減小而長(zhǎng)度增加的鍛造工序稱為拔長(zhǎng)。實(shí)際上拔長(zhǎng)是一系列的橫向鐓粗過(guò)程,變形相當(dāng)于沿著軸向進(jìn)行一系列鐓粗工序的組合。通過(guò)采用網(wǎng)格法的拔長(zhǎng)實(shí)驗(yàn)可知,拔長(zhǎng)具有

選擇合理的模鍛工藝方案是鍛造工藝設(shè)計(jì)的關(guān)鍵。選擇模鍛工藝方案時(shí),應(yīng)從具體生產(chǎn)條件出發(fā),并綜合考慮技術(shù)和經(jīng)濟(jì)兩方面的問(wèn)題。工藝方案選擇的基本原則是保證鍛件生產(chǎn)的技術(shù)

鍛件在生產(chǎn)中難免會(huì)出現(xiàn)一些缺陷,有些是不可預(yù)想的,有些是可以避免的,所以在鍛造加工中要盡可能的避免缺陷的產(chǎn)生。鍛件常見(jiàn)的內(nèi)生夾雜物主要有硫化物、硅酸鹽、氧化物等。

在生產(chǎn)中要盡量降低夾雜物的產(chǎn)生,如果鍛件中有夾雜物,可以采取以上的一些對(duì)策和措施來(lái)降低,在生產(chǎn)中消除了缺陷才能使鍛件在***后的完成后,達(dá)到***佳的效果。

自由鍛有手工鍛造和機(jī)器鍛造之分。隨著機(jī)器制造工業(yè)的迅速發(fā)展,現(xiàn)在生產(chǎn)中主要 采用機(jī)器鍛造。根據(jù)鍛造設(shè)備類型不同,機(jī)器鍛造可分為鍛錘自由鍛和水壓機(jī)自由鍛兩種。前者用以

以不銹、耐蝕性為主要特征,鉻的質(zhì)量分?jǐn)?shù)在10. 5%以上,基體為馬氏體組織,有磁性,通過(guò)熱處理可調(diào)整其力學(xué)性能的不銹鋼,稱為馬氏體不銹鋼。馬氏體不銹鋼主要有Crl3和017型兩種。

鍛造加工是利用外力使大型 鍛件 原材料產(chǎn)生塑性變形,獲得鍛件所需的尺寸、形狀及性能的毛坯或零件的加工方法。通過(guò)鍛造加工能消除金屬在冶煉過(guò)程中產(chǎn)生的鑄態(tài)疏松等缺陷,優(yōu)
刷鍍同電鍍一樣也是一種金屬電沉積的過(guò)程。刷鍍時(shí),鍍筆接直流電源正極,鍛件接負(fù)極,把沾有電解液的陽(yáng)極包套在鍛件表面作相對(duì)運(yùn)動(dòng),此時(shí)陽(yáng)極和陰極都處在鍍液中,接收盤(pán)回收
任一種鍛件投入生產(chǎn)時(shí),首先必須根據(jù)產(chǎn)品零件的形狀尺寸、性能要求、生產(chǎn)批量和所具備的實(shí)際條件,確定模鍛工藝方案、制訂模鍛生產(chǎn)的全部工藝過(guò)程。完善的工藝過(guò)程 至少應(yīng)包括

目前鍛造生產(chǎn)設(shè)備主要有:自由鍛錘、模鍛錘、螺旋壓力機(jī)、水壓機(jī)、熱模鍛壓力機(jī)、 平鍛機(jī)、無(wú)砧座錘、髙速錘、擴(kuò)孔機(jī)、冷鐓機(jī)、熱鐓機(jī)、精鍛機(jī)等。按所用工具的不同,鍛造可分