歡迎您訪問山西中重重工集團有限公司網站
全國咨詢熱線:
13293500000


 新聞資訊
新聞資訊 業界資訊
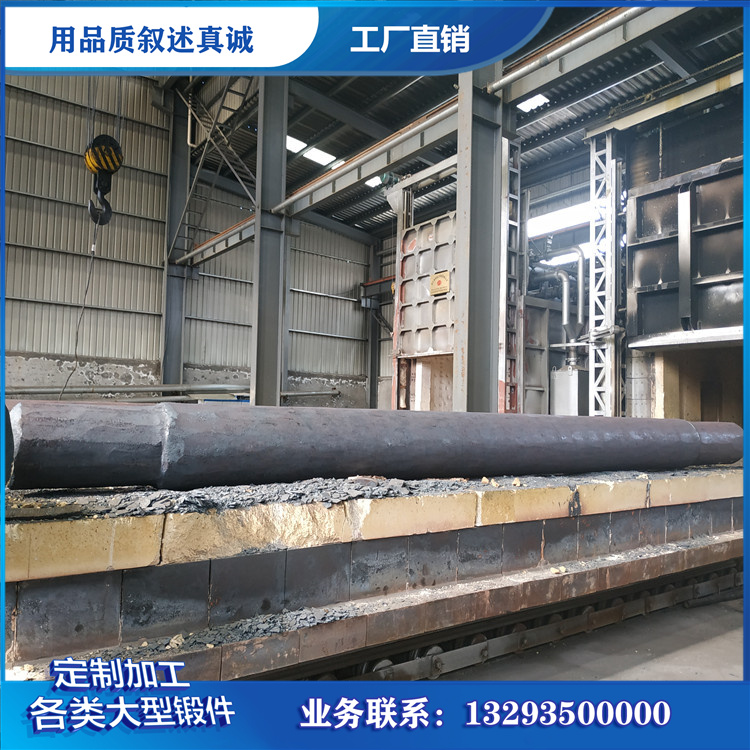
業界資訊長軸大鍛件也是一種比較常見的鍛件,下面這篇文章主要給大家講述的內容是長軸大鍛件鍛造加熱工藝的相關規范。
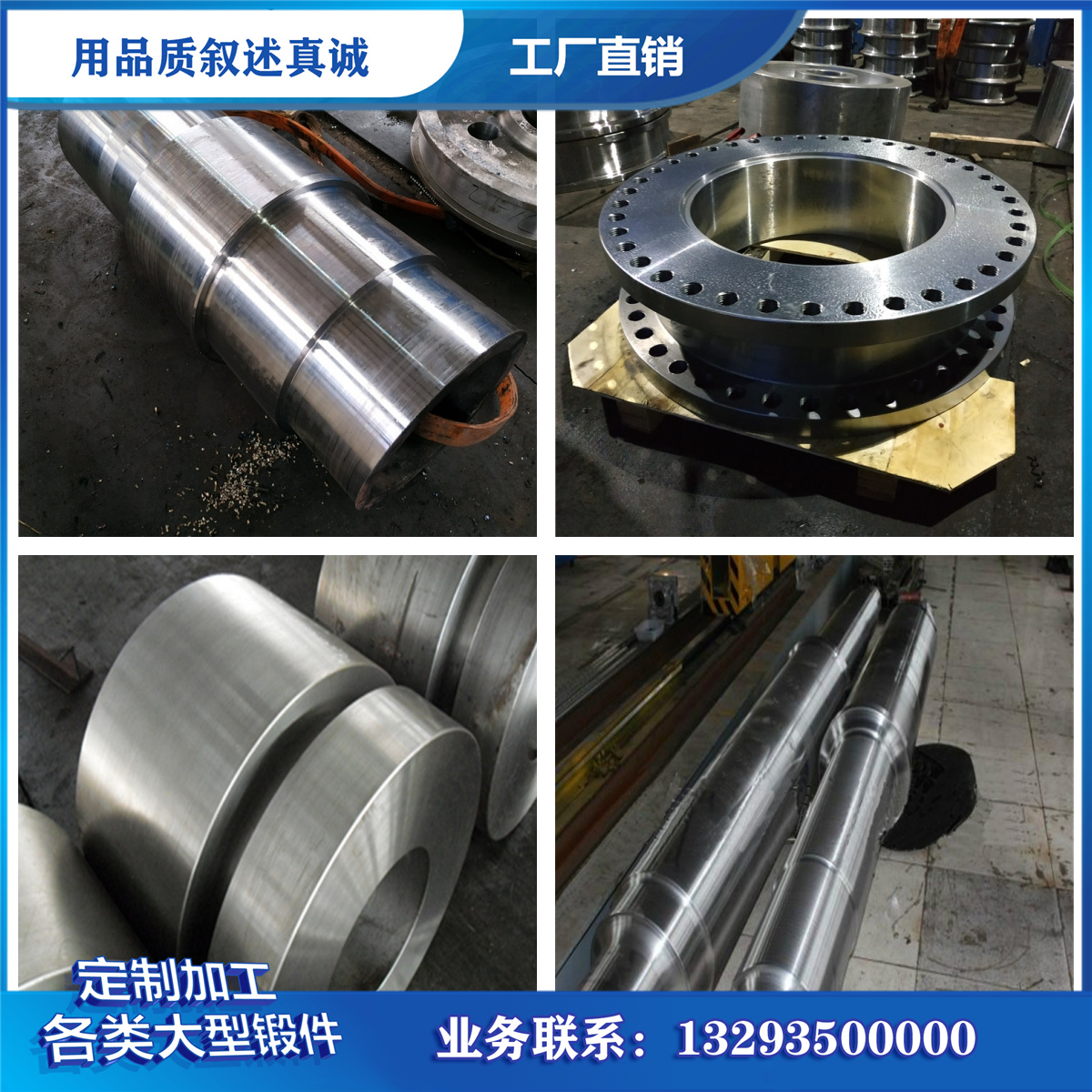
軸類大鍛件一般用于傳動軸,是機器設備的關鍵和核心部件,是制造重大裝備的基礎件,質量要求十分嚴格。軸類大鍛件的生產過程為鍛前加熱、鍛造和鍛后熱處理。由于大型鍛件的生產多為單件生產,鍛件的報廢將造成巨大的經濟損失,并造成工期的延誤。因此必須制定合理的加熱規范以確保鋼錠加熱的安全,并減少加熱時間以達到節約能源的目的。
具體研究內容及結論如下:
(1)室溫裝爐時,鋼錠的加熱可以使用加熱爐的***大加熱能力。通過模擬得到了鋼錠加熱時的應力場和溫度場。鋼錠心部應力為三向拉應力,以軸向應力為***大。且在低溫期和鋼錠心部相變期出現軸向應力和表心溫差的峰值。從快速加熱的角度來考慮,加熱規范優化參數為舵桿鋼錠相變期保溫溫度為850℃,相變期保溫時間為1小時,鍛造保溫溫度為1235℃;螺旋槳軸鋼錠相變期保溫溫度為850℃,相變期保溫時間為0.8小時,鍛造保溫溫度為1220℃。
(2)高溫裝爐時,低溫期時鋼錠的升溫速度明顯加快,但心部的應力也有很大的上升,即高溫裝爐能有效減少加熱時間,但必須控制***高裝爐溫度。裝爐溫度下的保溫時間舵桿鋼錠為2小時,螺旋槳軸為1.5小時,其余與低溫裝爐時相同。
(3)后續數火次的加熱與前幾次加熱不同。由于鍛件內部溫度高,而表面的溫度低,因此當爐溫到達鍛造保溫溫度時,鍛件內部的表心溫差并不大,因此加熱需選用較小的鍛造保溫溫度,1220℃。當鍛件長度大于加熱爐長度時,未裝爐部分的鍛件將對爐中靠近爐門鍛件的溫度產生較大的影響,為了減少加熱時間,需要增加裝爐長度。
以上就是這篇文章主要給大家講述的內容,希望對大家能夠有所幫助。