歡迎您訪問山西中重重工集團有限公司網站
全國咨詢熱線:
13293500000


 新聞資訊
新聞資訊 業界資訊
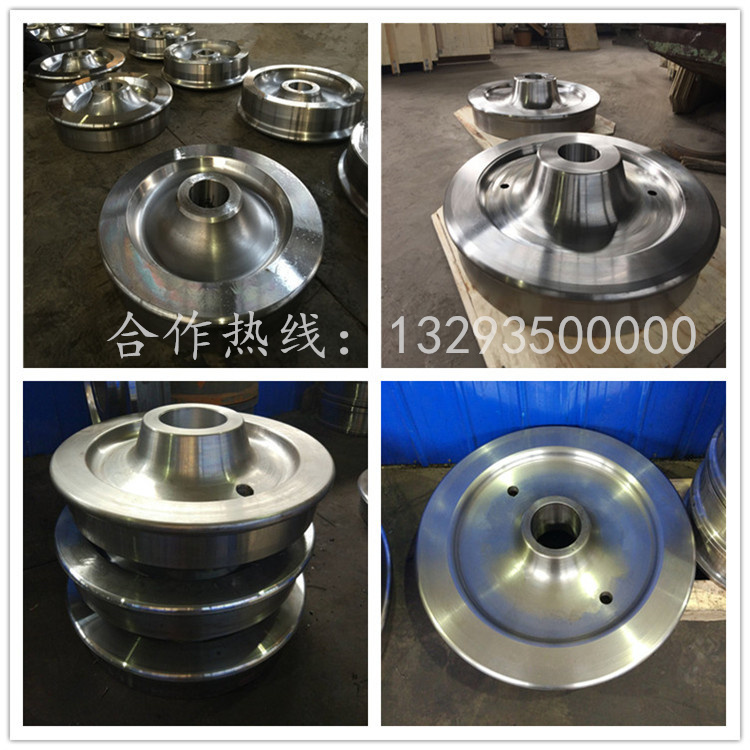
業界資訊火車輪是軌道車輛走行部***重要的部件之一,其產品質量直接關系到軌道車輛的行車安全。一方面隨著中國軌道交通的大力發展,國內高速動車組和城軌地鐵車輛對新造車輪的需求日益增長;另一方面,車輪是易損易耗件,需要定期更換,因此維修市場非常龐大 。同時,隨著車速的不斷提高,高速車輪的專業化生產技術要求也越來越高。目前,國、內外車輪的制造技術主要有鍛造車輪和鑄造車輪兩種,鍛造車輪日益增多,是軌道車輛應用***廣泛的車輪。
整體軌道輪是指成型過程采用鍛壓一輾軋工藝制造的整體車輪,也稱輾鋼車輪。
火車輪鍛件的制造采用的主要工藝為:煉鋼、熱成形、熱處理、機加工和檢測。
(1)煉鋼工藝包括煉鋼、爐外精煉和澆注。
(2)熱成形工藝包括預成型、成型、軋制和沖孔壓彎。圓鋼坯在環形爐中加熱;預成型工序的功能是將圓形配料經過鐓粗、預成型和成型工步;成型即車輪的基本形狀完成,其中輪轂和輪轂孔部位成型結束,輻板和輪輞部分屬分配完成,形成基本形狀;軋制的作用是將車輪輻板輾軋擴徑,將輪輞軋制到***高度,并完成車輪踏面和輪緣的成型。目前,用于軋制的車輪軋機主要有兩種:一種為臥式軋機,另一種是立式軋機;沖孔壓彎方式有壓力機和旋轉鍛造機兩種。輻板壓彎工序用于平整輪輞,且將輻板壓彎變形到所 需要的位置,多數廠家還在這一步完成輪轂孔沖孔。完成熱變形的輪坯,溫度為850~950oC,一般采用緩冷和等溫工藝控制冷卻速度,將溫度冷卻至室溫,等待下一步工序。
(3)車輪熱處理的主流工藝是輪輞淬火+回火。還有一些生產廠家采用過輪輞浸入式淬火+回火工藝,以及正火等工藝,淬火方式上也有連續淬火、間歇淬火、立式淬火和臥式淬火等。
(4)機加工指的是采用專用或通用立式車床對車輪進行半精加工和精加工,使車輪的形狀、表面質量以及形位公差滿足圖紙要求。車輪加工一般分為單體設備加工、成線設備加工。 隨著計算機技術的應用,成線設備加工越來越多,效率也越來越高。質量也得到進一步保證,其坐產工藝緊湊、自動化水平高,代表了當前國內外車輪生產的***高水平。
(5)車輪生產線的***終檢驗包括:輪輞表面布氏硬度測試、車輪超聲波探傷、車輪磁粉探傷、車輪靜平衡試驗,表面質量檢查、外形尺寸檢測等,檢測項目涉及力學性能、內部和外部的完好性、外形尺寸等。

我國目前在高速動車組車輪制造方面與作界***水平尚存在一定的差距,尤其在新材質特種鋼的冶煉、熱處理工藝研究手段和工作內容方面尚不成熟。在未來發展中應注重于高速車輪材質的研發、新型車輪的預測和試驗方法、新型車輪淬火方式的研發、車輪檢測方式的研究以及輪對綜合模擬仿真性能檢測等方面。
車輪輻板的強度直接關系到行車安全,輻板形狀對車輪的結構強度和剛度有著較大的影響。目前國內外采用的輻板形狀有:S形輔板、波浪形輻板、直輻板和盆形輻板。直輻板較其他各形輻板質量更小,缺點是徑向剛度過大,軸向剛度較小,然而隨著高速動車組的大規模制造,由于受結構限制動車組動力輪對多采用輪裝式制動盤,因此,車輪輻板形狀也多采用直輻板形式,配有高精度的輻板孔以安裝制動盤,如中國 CRHT、CRH2、CRH3 型動車組動力輪對用車輪,這對高速車輪的受力以及加工均提出了新的要求。
為保證加工精度、消除累積誤差,同時簡化工藝流程,國際上提出了車輪加工中心的概念,即將車輪成形加工(包括輻板、踏面、輪轂正反兩面)、輻板孔加工、注油孔加工、輪轂孔加工集中在一臺設備上完成,保證高效地完成車輪所有部位的精加工,目前,該技術已經在部分工廠得以應用。